


联系我们

精密无缝钢管20cr精密钢管源头实体厂商
更新时间:2024-12-31 03:32:53 浏览次数:2 公司名称:聊城 龙丽金属材料有限公司
| 无缝钢管 | 国标 |
|---|---|
| 无缝钢管 | 国标 |



龙丽金属材料有限公司占地28000平方米,注册资金500万元,现有职工150余人,技术骨干20人。是【福建福州20#精密钢管】产品专业生产加工的厂家,拥有完整、科学的质量管理体系。



精密钢管的冷拔
拔制管材的各种常规方法如图1所示。
(1)无芯棒拔管,用于只减小管子外径。
(2)不动短芯棒拔管,用于同时减小管子外径和壁厚;这种方法由于芯棒固定,且使用固定外模,摩擦阻力大,拔制力大,道次变形量小;优点是拔制方法简单,故被广泛应用。
(3)浮动芯棒拔管,常用于卷筒拔管,能生产很长的管子(100m以上)。浮动芯棒拔制时拔制力较小,可提高道次变形量;由于不存在拉杆的限制,可带芯棒拔制直径很小的管子。
(4)长芯棒拔管,拔管时由于芯棒同管子一起运动,基本上了芯捧上的摩擦阻力,因而可降低拔制力和增加道次变形量;芯棒运动还可降低管子内表面粗糙度;长芯棒拔管的缺点是对芯棒要求严格,且拔后要脱棒。脱棒的方法有两种:一种是在斜轧机上将管子和芯棒一起展轧,使管子少量扩径,之后在抽棒机上将芯棒抽出;另一种是利用双模拔制来进行抽芯棒前的扩径(见图2),后一个模子是附加模,通过附加模时管壁只有很小的变形量,管子直径稍有扩大,可降低脱棒时的脱棒力;也可用两个四辊滚模进行展轧脱棒。
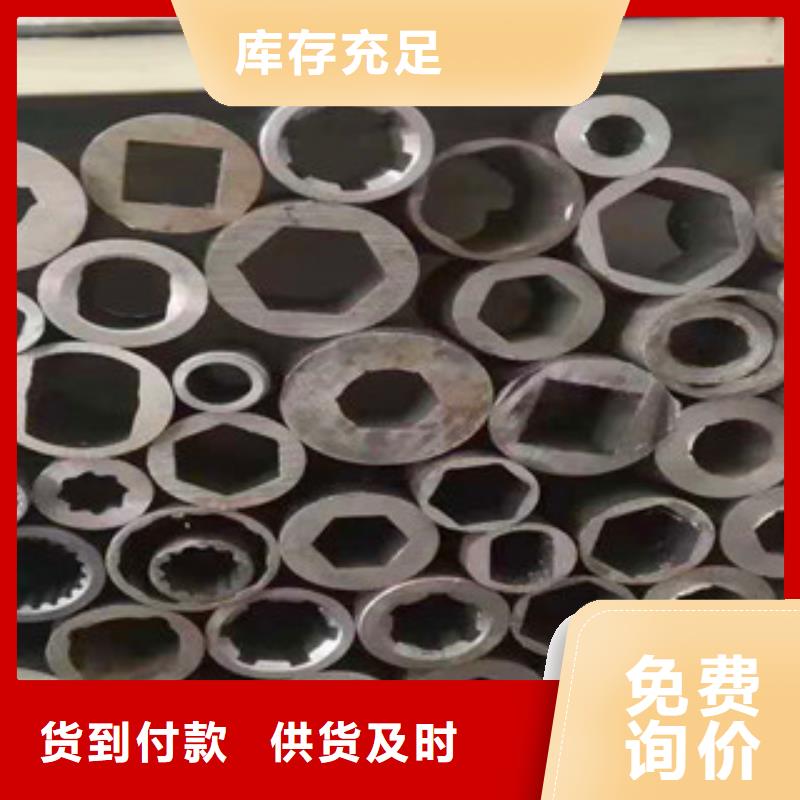
(5)扩径拔管,管子壁厚减小,直径增大,管长有些缩短;扩径拔管时,管子固定不动而拉杆带动芯棒从管内通过。



精密冷轧钢管生产工艺:
制定管材冷轧冷拔生产(见管材冷轧冷拔机组)的工艺流程及变形规程。在管材冷轧冷拔机组中,在产品投产以前必须对它的生产工艺流程、变形参数和加工设备选择等有一个明确的规定,作为组织生产和进行操作的依据,这项工作就是编制工艺程序表。根据所采用的冷加工方法,工艺程序表可分为拔制表(采用冷拔变形)和轧制表(采用冷轧变形)以及轧制和拔制表(采用冷轧冷拔两种方式变形),由于管材冷轧冷拔生产特点是多工序和循环性,而且品种很多,为了使生产能合理和有秩序地进行,编制工艺程序表是很重要的。工艺程序表的内容包括有:管料尺寸,变形方式和道次,每道次的变形量及变形后管子尺寸,选用的加工设备、辅助工序和工模具类型等。编制工艺程序表时,除根据材料加工特性和管子技术条件外,还必须考虑具体的生产条件。各冷拔冷轧机组都有根据自己生产条件制定的工艺程序表,并且在生产实践中不断地进行修改和完善。

